闆(pan)式家具數控開料(liao)機對裁闆的工藝(yì)要求
作者:極宇
浏(liu)覽量:751
發布日期:2019/5/7 13:36:28
信(xìn)息摘要:
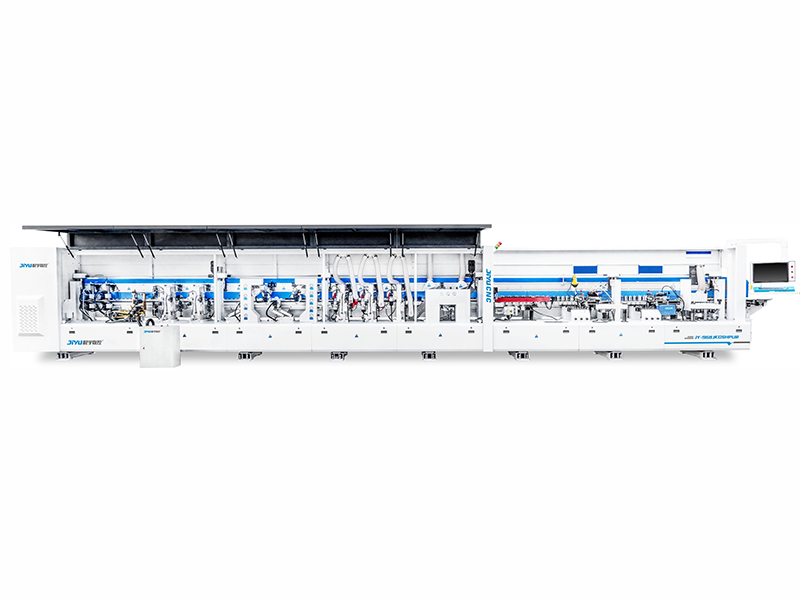
闆式家具(ju) 數控開料機 對裁(cái)闆的工藝要求 闆(pan)式家具 數控開料(liao)機 主要用來對定(ding)制整體衣櫃、櫥櫃(gui)的裁闆、打孔、銑槽(cáo),其工💁藝要求如下(xià)。 1、加工精度 由于現(xian)代闆式家具生産(chǎn)中的裁闆工藝是(shì)直接裁出精(淨)料(liao),因此···...
闆式家具
數(shu)控開料機
對裁闆(pǎn)的工藝要求
闆式(shì)家具
數控開料機(ji)
主要用來對定制(zhì)整體衣櫃、櫥櫃的(de)裁闆、打孔、銑槽,其(qí)工藝要求如下。
1、加(jia)工精度
由于現代(dai)闆式家具生産中(zhōng)的裁闆工藝是直(zhi)接裁🎯出精(淨✏️)料,因(yīn)此對于闆式家具(ju)
數控開料機
裁闆(pǎn)的尺寸加工精度(dù)要求很高,其裁闆(pan)精度要在0.2mm以内,一(yi)些高精度的裁闆(pan)設備可以保證加(jiā)工精度控制在0.1mm以(yǐ)🐇内。
2、主鋸片與刻痕(hén)鋸片的要求
現代(dài)裁闆除要求尺寸(cùn)加工精度高以外(wài),還要求在✍️闆式家(jiā)具數控開料機裁(cai)闆時闆件的背面(miàn)不許有💃崩茬♉。這種(zhong)🈲加工缺陷♌是鋸片(pian)在切削力、切削鋸(jù)預先👄在闆件的背(bei)面鋸成一定深度(du)的鋸槽,這樣主鋸(jù)片在裁闆時就不(bu)會出現崩茬的♊問(wèn)題。刻痕鋸鋸切深(shēn)度爲2-3mm,刻痕鋸片的(de)轉向與主鋸鋸片(pian)的轉向相反。在一(yī)些裁闆設備❓中,刻(kè)痕鋸還帶有“跳槽(cao)”功能,即刻痕♍鋸從(cóng)闆件的背面跳到(dào)闆件的邊部和正(zheng)面鋸成一定深度(dù)的鋸槽,主要用于(yu)軟成型封邊、後成(chéng)形包邊後的側邊(biān)裁邊處理。
理論上(shang),主鋸片的鋸路寬(kuan)度要等于刻痕鋸(ju)片的鋸路寬度🈲,但(dàn)🔞是由于設備在加(jiā)工過程中的各部(bu)分誤差及傳輸部(bù)分的間隙等🏃🏻,使兩(liǎng)個鋸路發生偏差(chà)。因此在實際生産(chan)中,主鋸片的鋸路(lu)寬度要小于刻痕(hén)鋸片的鋸路寬度(du),一般爲0.1-0.2mm。如主鋸片(pian)的鋸路寬度大🔱于(yu)刻痕鋸片的鋸路(lù)寬度時,刻痕鋸不(bú)👄起作用。如主鋸片(piàn)的鋸路寬度過小(xiao)時或刻痕鋸片的(de)鋸路寬度過寬時(shi),會在闆件的邊部(bu)❤️産生刻痕鋸片的(de)鋸痕,邊部呈現階(jie)梯狀,闆件封邊後(hou)出現過量的膠黏(nián)劑容易留在此處(chù)。
3、編制裁闆圖
編制(zhì)薄木飾面或木紋(wen)紙的木質材料的(de)裁闆圖時,還🈲需✔️注(zhu)意毛料在幅面上(shang)配置的纖維方向(xiàng)。爲了在🌍較短的工(gong)作時間内配足毛(máo)料數量,并使材料(liao)損失♌最少,可以運(yùn)用計算機,确定出(chu)最佳鋸解方案,這(zhe)樣可以縮短❓編制(zhi)闆式🌐家具數控開(kai)料機裁闆圖的時(shi)間,提高毛料出材(cai)率,并有❓可能有效(xiao)出材率達到90%-94%。
信息(xi)來源http://trhb.cc
數控開料機(jī)
,
廣東數控開料機(ji)
,自動封邊機,
數控(kòng)側孔鑽
,電子開料(liao)鋸,木工自動排鑽(zuan),數控六面鑽,
全自(zì)動高速封邊機
,窄(zhǎi)邊封邊機,精密推(tuī)台鋸,木工自動六(liu)排鑽
山市極宇機械制(zhi)造有限公司")